Custom textile manufacturing isn’t just about producing fabric - it’s about engineering a solution that meets a specific set of needs. With challenges ranging from environmental durability to specialized performance criteria, custom textiles have revolutionized the industrial manufacturing, agriculture, and government sectors. By integrating innovative design with advanced production methods, manufacturers can deliver solutions tailored for enhanced protection, performance, and longevity.
Whether you’re looking to learn the basics of custom textile manufacturing or need tips on finding the right partner, this guide will walk you through everything you need to consider. We’ve gathered key insights on design, manufacturing quality, and practical application to help you make informed decisions.



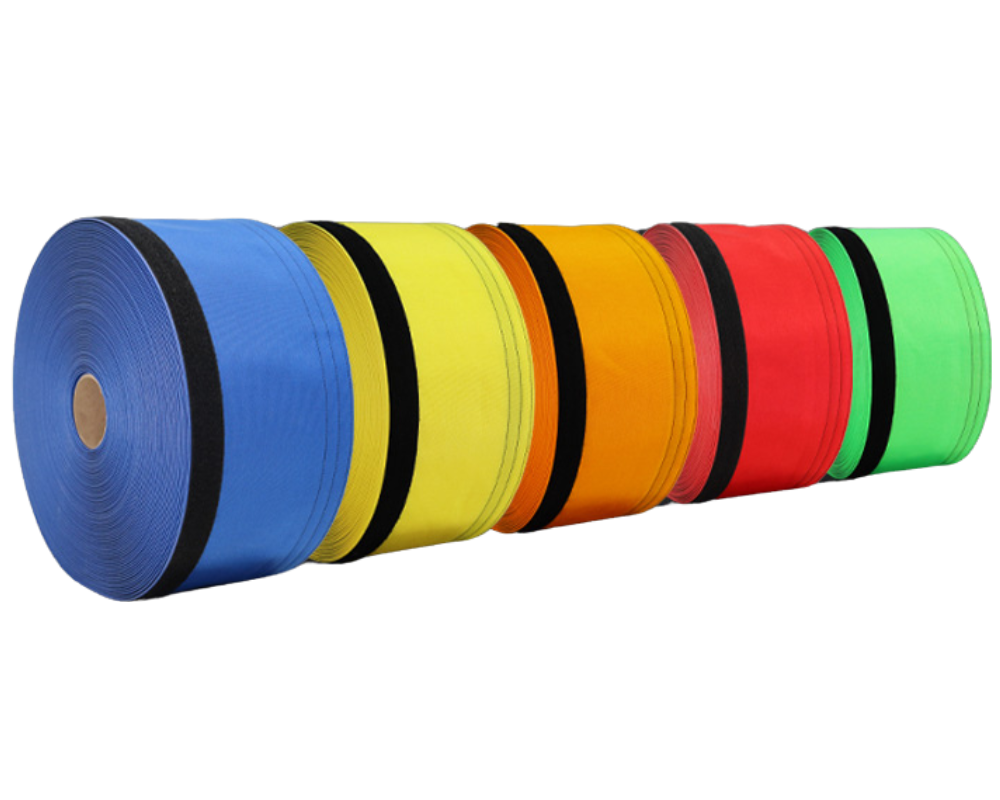
 Abrasion Resistance for industrial covers, straps, and tactical gear
Abrasion Resistance for industrial covers, straps, and tactical gear UV & Weather Resistance for outdoor applications and protective covers
UV & Weather Resistance for outdoor applications and protective covers Textile Strength & Tear Resistance for securing outdoor applications and protective covers
Textile Strength & Tear Resistance for securing outdoor applications and protective covers Flexibility & Weight for applications that require movement and ease of handling
Flexibility & Weight for applications that require movement and ease of handling Water & Chemical Resistance for industrial, medical, and military uses
Water & Chemical Resistance for industrial, medical, and military uses







Selecting the Right Custom Textile Manufacturer
Choosing the right custom textile manufacturer is essential for ensuring a high-quality, cost-effective, and efficiently produced final product. Not all manufacturers offer the same level of expertise, capabilities, or service, so evaluating potential partners based on the following key factors will help you make an informed decision:

Reasonable Pricing
Cost varies depending on the complexity, materials, and production volume of your textile project. To find the right balance between price and quality, it’s advisable to request quotes from multiple manufacturers. While the lowest price may be tempting, a mid-range manufacturer with excellent reviews, customer support, and a proven track record often provides the best value.
 Quality Materials & Superior Outcomes
Quality Materials & Superior Outcomes
The quality of materials directly impacts the durability, performance, and longevity of the final product. A reliable manufacturer should offer a range of high-quality textiles, ensuring your product exceeds functional expectations. Research potential manufacturers by reviewing past projects and requesting material samples to verify their standards. Seeing the materials firsthand and learning about their applications can provide valuable insights into the manufacturer’s capabilities.
 Expert Design & Engineering Support
Expert Design & Engineering Support
A skilled engineering team is crucial in guiding you through the design and production process. The right manufacturer will have expert design engineers who collaborate with you to refine your product concept, identify potential challenges, and optimize materials for performance. Using CAD modeling and prototyping, engineers can test designs early on, ensuring your final product functions as intended before mass production begins.
 Prototyping & Testing Capabilities
Prototyping & Testing Capabilities
Before committing to large-scale production, it's essential to test a prototype to validate functionality, durability, and performance. A manufacturer with in-house testing capabilities can help you refine your design, address any weaknesses, and confirm that the product meets industry standards. By working with a manufacturer that actively participates in testing, you reduce the risk of costly rework and ensure the final product performs as expected.
 Quick Lead Times & Reliable Distribution
Quick Lead Times & Reliable Distribution
Timely production and distribution are essential for maintaining a reliable supply chain. A reputable manufacturer will be transparent about lead times, production schedules, and delivery commitments. Asking manufacturers about their typical turnaround times—and how they handle rush orders or unexpected delays - ensures you can plan accordingly and maintain consistent product availability.
 Private Labeling Options
Private Labeling Options
If you prefer to market products under your own brand name, private labeling may be an important consideration. Some manufacturers offer custom branding options, allowing your business name and logo to be featured on the final product without disclosing the original production source. This is particularly beneficial for companies that want to maintain brand exclusivity while outsourcing manufacturing.
 Domestic vs Overseas Manufacturing
Domestic vs Overseas Manufacturing
Choosing between domestic and overseas manufacturing affects production timelines, costs, and quality control. Domestic manufacturing offers several advantages, including faster lead times, easier communication, and the ability to tour facilities and meet teams in person. It also allows for greater oversight of quality assurance and compliance with industry regulations. While overseas options may provide cost savings, working with a domestic partner can streamline logistics and improve overall reliability.
Selecting the right custom textile manufacturer comes down to finding a partner that aligns with your quality expectations, budget, and production goals. By carefully considering pricing, materials, engineering expertise, lead times, and additional services like private labeling, you can establish a successful, long-term partnership that ensures your textile products meet and exceed expectations.